
При термической деформации металл начинает изгибаться, деформироваться и менять свою форму.
В процессе резки важно, чтобы металл как можно меньше деформировался, чтобы геометрия и размеры вырезанного изделия была в допустимых пределах.

Деформацию тонкого листа при резке плазмой не избежать, поэтому металл нужно прижимать в процессе резки механическим способом.
Также в процессе резки необходимо уменьшить температурный нагрев, это можно сделать за счет правильной настройки технологических параметров резки -ток резки в пределах 30-45А, сжатая дуга, правильная настройка высоты резака и скорость резки при резке тонкого металла толщиной 0,5-1,0мм особенно важна.
В случае, если технологические параметры не правильно настроены, то последствия будут очень
серьезны :
- врезанием резака в деформируемый лист
- прожиг и выплески в металле
- кривизна вырезанного изделия
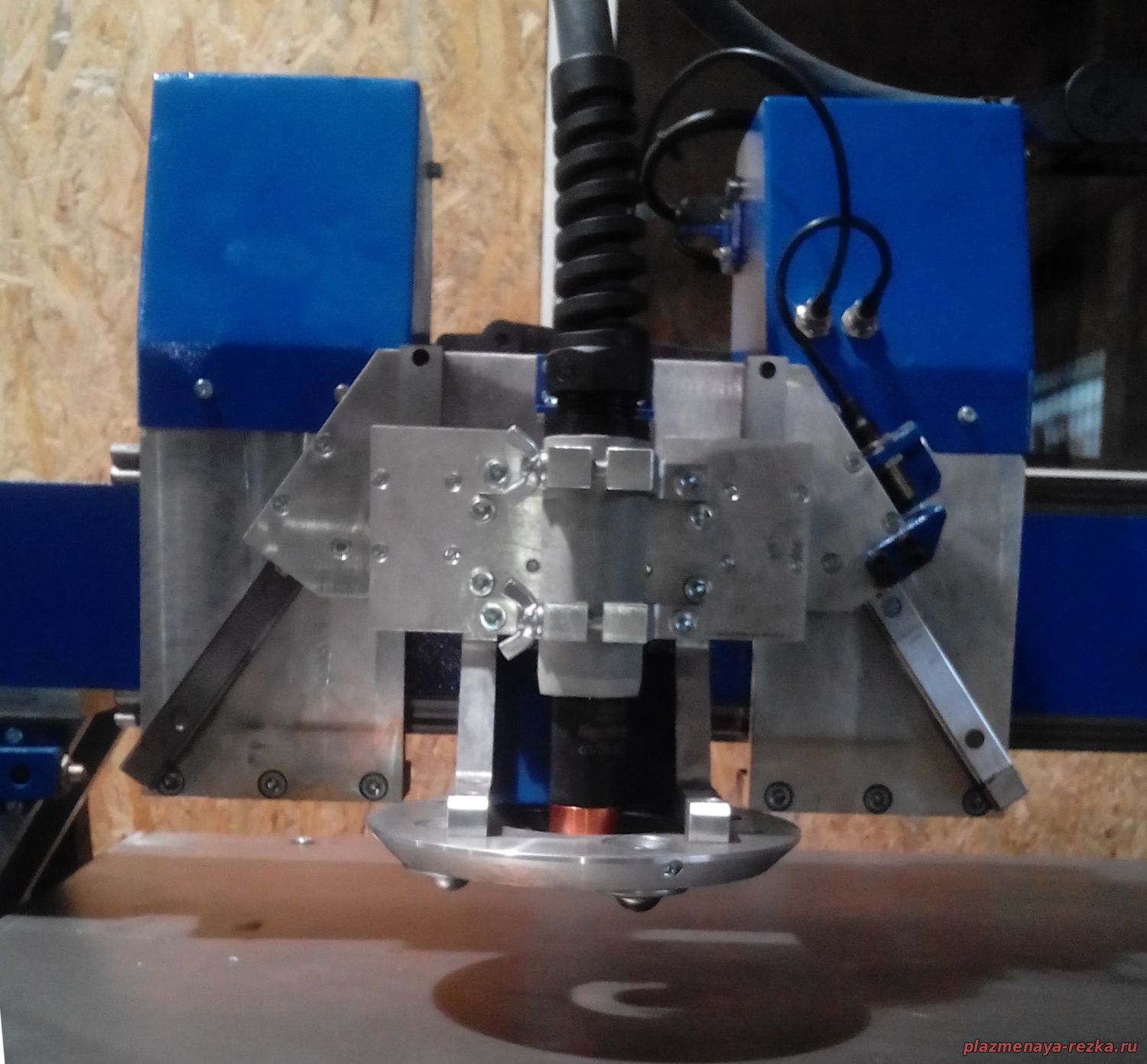
В станках TORNADO серии GM применяется технология улучшенной резки тонкого листа
- точное позиционирование резака
- прецизионная настройка высоты резака
- прижимное устройство на шариковых опорах
- самая высокая скорость позиционирования и резки

Данная серия станков позиционируется производителем, как альтернатива лазерной резки, т.к. позволяет делать раскрой металла с высокой скоростью и оптимальным качеством для тонкого металла, данные станки по достоинству оценены производителями вентиляционных систем, дымоходов, мебели, электротехнических изделий, пожарных систем, авто компонентов и др.
Видео работы станка

По вопросам приобретения обращаться в компанию ПАРТЕК, г.Санкт-Петербург